НОВОСТИ |
Сварочные работы. Технология, советы и техника безопасности. Здоровое питание сварщикаПолезные советы - как научиться сварке.Советы профессионального сварщика.Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.  Подумывая о приобретении сварочного аппарата "для Дома, для Дачи", многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики - это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.Лучший способ научиться варить - это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье "Как Выбрать Сварочный Аппарат". Далее мы поведём разговор о самом распространённом типе сварки - ручной электродуговой (мма), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.Подготовка к сварке.Чем нужно укомплектоваться.Экипировка.Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Нужно с одежды начать. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное - защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги. Многие мастера очень полюбили маски со светофильтрами типа "Хамелеон". Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.Высоковольтные провода.Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления. Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока - чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 а, длиной 2, 5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно. Переноска.Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 а, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2, 5 мм 2. её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с Бобины, чтобы он не перегревался.Вспомогательный инструмент.При сварочных работах всегда пригождается ушм ( "Болгарка"), лучше и "большая" и "маленькая". В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали "на Столе".Электроды.Классификация электродов для сварки мма весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер - это "Двойка" и несколько реже - "тройка". Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.Ориентировочно, для металла толщиной от 1, 5 до 3 мм нужно взять электрод диаметром 2-2, 5 мм. Тройкой варят металл до 5 мм по толщине - и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 а, а нагрузка приближается к 5 квт - выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.Как подготовить детали.Обработка шва.Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска. Только в том случае, если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.Ориентирование деталей.Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка "в Нижнем Положении". При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать "на Месте".Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз - так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну "Протягивают" перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой. Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется "Почти Прямым" электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали "в Лодочку" (сечение в виде V), тогда обе кромки хорошо проварятся.Какой ток выставить.Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70-80 и более ампер (чем выше, тем скорее сгорит электрод. Для тройки подойдёт ток от 100 до 140 а, четвёрка - 160 а. для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.С какой полярностью подключить держатель электрода и массу.Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать "Плюс" или "минус". Лишь в том случае, если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) - то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.Работа со сварочной дугой.Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом - сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это - важный момент, на который следует обратить внимание.1. поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов. 2. контроль дуги, формирование сварочной ванны. Как только дуга разгорелась - подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2-3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто - оранжевого пятна, на котором виднеется рябь - это расплавился металл.3. положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25-40 градусов. Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок. 4. формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2-3 секунды, и мы должны переместить электрод на один - два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.5. положение, тип движения электрода при формировании шва.Во-первых, нужно всегда держать корректный наклон. Лишь в том случае, если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: "Макать" в сварочную ванну. Лишь в том случае, если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае - с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые "Чешуйки", которые перекрывают друг друга где-то наполовину. Лучший шов - с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки - непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации - увеличивайте ток и применяйте более толстый электрод.6. контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина - от 0, 8 до 1, 5 диаметра электрода) с минимумом дефектов (гост 30242-97. В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок - хорошо; шарик на ножке - малая сила тока; прожиг и кратеры - высокая сила тока, медленное ведение электрода по заданной траектории.7. как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится. Подумывая о приобретении сварочного аппарата "для Дома, для Дачи", многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики - это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.Лучший способ научиться варить - это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье "Как Выбрать Сварочный Аппарат". Далее мы поведём разговор о самом распространённом типе сварки - ручной электродуговой (мма), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.Подготовка к сварке.Чем нужно укомплектоваться.Экипировка.Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Нужно с одежды начать. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное - защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги. Многие мастера очень полюбили маски со светофильтрами типа "Хамелеон". Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.Высоковольтные провода.Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления. Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока - чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 а, длиной 2, 5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно. Переноска.Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 а, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2, 5 мм 2. её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с Бобины, чтобы он не перегревался.Вспомогательный инструмент.При сварочных работах всегда пригождается ушм ( "Болгарка"), лучше и "большая" и "маленькая". В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали "на Столе".Электроды.Классификация электродов для сварки мма весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер - это "Двойка" и несколько реже - "тройка". Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.Ориентировочно, для металла толщиной от 1, 5 до 3 мм нужно взять электрод диаметром 2-2, 5 мм. Тройкой варят металл до 5 мм по толщине - и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 а, а нагрузка приближается к 5 квт - выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.Как подготовить детали.Обработка шва.Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска. Только в том случае, если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.Ориентирование деталей.Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка "в Нижнем Положении". При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать "на Месте".Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз - так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну "Протягивают" перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой. Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется "Почти Прямым" электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали "в Лодочку" (сечение в виде V), тогда обе кромки хорошо проварятся.Какой ток выставить.Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70-80 и более ампер (чем выше, тем скорее сгорит электрод. Для тройки подойдёт ток от 100 до 140 а, четвёрка - 160 а. для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.С какой полярностью подключить держатель электрода и массу.Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать "Плюс" или "минус". Лишь в том случае, если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) - то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.Работа со сварочной дугой.Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом - сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это - важный момент, на который следует обратить внимание.1. поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов. 2. контроль дуги, формирование сварочной ванны. Как только дуга разгорелась - подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2-3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто - оранжевого пятна, на котором виднеется рябь - это расплавился металл.3. положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25-40 градусов. Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок. 4. формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2-3 секунды, и мы должны переместить электрод на один - два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.5. положение, тип движения электрода при формировании шва.Во-первых, нужно всегда держать корректный наклон. Лишь в том случае, если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: "Макать" в сварочную ванну. Лишь в том случае, если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае - с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые "Чешуйки", которые перекрывают друг друга где-то наполовину. Лучший шов - с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки - непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации - увеличивайте ток и применяйте более толстый электрод.6. контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина - от 0, 8 до 1, 5 диаметра электрода) с минимумом дефектов (гост 30242-97. В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок - хорошо; шарик на ножке - малая сила тока; прожиг и кратеры - высокая сила тока, медленное ведение электрода по заданной траектории.7. как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится. Смотрите ещё о полезных продуктах http://zdorovoe-pitanie.ru-best.com/produkty/poleznye-produkty zdorovaya-eda.com Сварочные работы. Технология, советы и техника безопасности.Подумывая о приобретении сварочного аппарата "для Дома, для Дачи", многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики - это творцы, отдельная каста мастеровых 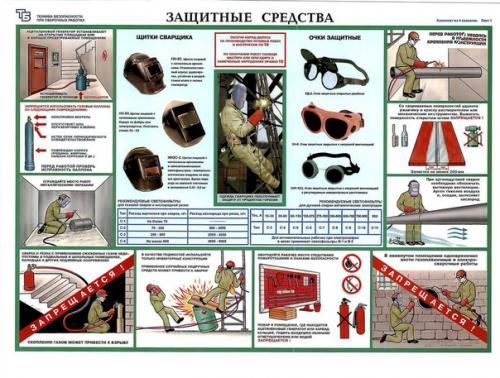 . Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.Лучший способ научиться варить - это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье "Как Выбрать Сварочный Аппарат". Далее мы поведём разговор о самом распространённом типе сварки - ручной электродуговой (мма), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.Подготовка к сварке.Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Нужно с одежды начать. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное - защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги. Многие мастера очень полюбили маски со светофильтрами типа "Хамелеон". Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.Высоковольтные провода.Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления. Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока - чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 а, длиной 2, 5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно. Переноска.Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 а, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2, 5 мм 2. её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с Бобины, чтобы он не перегревался.Вспомогательный инструмент.При сварочных работах всегда пригождается ушм ( "Болгарка"), лучше и "большая" и "маленькая". В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали "на Столе".Электроды.Классификация электродов для сварки мма весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер - это "Двойка" и несколько реже - "тройка". Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.Ориентировочно, для металла толщиной от 1, 5 до 3 мм нужно взять электрод диаметром 2-2, 5 мм. Тройкой варят металл до 5 мм по толщине - и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 а, а нагрузка приближается к 5 квт - выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.Как подготовить детали.Обработка шва.Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска. Только в том случае, если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.Ориентирование деталей.Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка "в Нижнем Положении". При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать "на Месте".Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз - так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну "Протягивают" перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой. Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется "Почти Прямым" электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали "в Лодочку" (сечение в виде V), тогда обе кромки хорошо проварятся.Какой ток выставить.Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70-80 и более ампер (чем выше, тем скорее сгорит электрод. Для тройки подойдёт ток от 100 до 140 а, четвёрка - 160 а. для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.С какой полярностью подключить держатель электрода и массу.Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать "Плюс" или "минус". Только в том случае, если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) - то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.Работа со сварочной дугой.Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом - сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это - важный момент, на который следует обратить внимание.1. поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов. 2. контроль дуги, формирование сварочной ванны. Как только дуга разгорелась - подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2-3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто - оранжевого пятна, на котором виднеется рябь - это расплавился металл.3. положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25-40 градусов. Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок. 4. формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2-3 секунды, и мы должны переместить электрод на один - два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.5. положение, тип движения электрода при формировании шва.Во-первых, нужно всегда держать корректный наклон. В случае если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: "Макать" в сварочную ванну. Лишь в том случае, если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае - с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые "Чешуйки", которые перекрывают друг друга где-то наполовину. Лучший шов - с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки - непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации - увеличивайте ток и применяйте более толстый электрод.6. контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина - от 0, 8 до 1, 5 диаметра электрода) с минимумом дефектов (гост 30242-97. В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок - хорошо; шарик на ножке - малая сила тока; прожиг и кратеры - высокая сила тока, медленное ведение электрода по заданной траектории.7. как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. . Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.Лучший способ научиться варить - это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье "Как Выбрать Сварочный Аппарат". Далее мы поведём разговор о самом распространённом типе сварки - ручной электродуговой (мма), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.Подготовка к сварке.Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Нужно с одежды начать. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное - защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги. Многие мастера очень полюбили маски со светофильтрами типа "Хамелеон". Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.Высоковольтные провода.Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления. Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока - чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 а, длиной 2, 5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно. Переноска.Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 а, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2, 5 мм 2. её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с Бобины, чтобы он не перегревался.Вспомогательный инструмент.При сварочных работах всегда пригождается ушм ( "Болгарка"), лучше и "большая" и "маленькая". В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали "на Столе".Электроды.Классификация электродов для сварки мма весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер - это "Двойка" и несколько реже - "тройка". Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.Ориентировочно, для металла толщиной от 1, 5 до 3 мм нужно взять электрод диаметром 2-2, 5 мм. Тройкой варят металл до 5 мм по толщине - и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 а, а нагрузка приближается к 5 квт - выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.Как подготовить детали.Обработка шва.Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска. Только в том случае, если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.Ориентирование деталей.Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка "в Нижнем Положении". При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать "на Месте".Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз - так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну "Протягивают" перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой. Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется "Почти Прямым" электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали "в Лодочку" (сечение в виде V), тогда обе кромки хорошо проварятся.Какой ток выставить.Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70-80 и более ампер (чем выше, тем скорее сгорит электрод. Для тройки подойдёт ток от 100 до 140 а, четвёрка - 160 а. для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.С какой полярностью подключить держатель электрода и массу.Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать "Плюс" или "минус". Только в том случае, если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) - то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.Работа со сварочной дугой.Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом - сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это - важный момент, на который следует обратить внимание.1. поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов. 2. контроль дуги, формирование сварочной ванны. Как только дуга разгорелась - подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2-3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто - оранжевого пятна, на котором виднеется рябь - это расплавился металл.3. положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25-40 градусов. Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок. 4. формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2-3 секунды, и мы должны переместить электрод на один - два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.5. положение, тип движения электрода при формировании шва.Во-первых, нужно всегда держать корректный наклон. В случае если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: "Макать" в сварочную ванну. Лишь в том случае, если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае - с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые "Чешуйки", которые перекрывают друг друга где-то наполовину. Лучший шов - с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки - непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации - увеличивайте ток и применяйте более толстый электрод.6. контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина - от 0, 8 до 1, 5 диаметра электрода) с минимумом дефектов (гост 30242-97. В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок - хорошо; шарик на ножке - малая сила тока; прожиг и кратеры - высокая сила тока, медленное ведение электрода по заданной траектории.7. как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ.
zdorovaya-eda.com Профессиональные заболевания сварщиковЗаболевание, вызванное действием вредных условий труда, классифицируется как профессиональное заболевание. Профессиональное отравление также относятся к профессиональным заболеваниям. Явление, характеризующееся совокупностью профессиональных заболеваний, называют профессиональной заболеваемостью. В некоторых случаях воздействие вредных факторов приводит к возникновению производственное обусловленной заболеваемости. Уровень профессиональной заболеваемости в машиностроении, где в больших объемах применяют электродуговая сварка, значительно выше, чем в других отраслях промышленности. Неблагоприятное воздействие вредных факторов на здоровье работников и вызванные ими профессиональные заболевания в сварочном производстве можно разделить на три основные группы: 1. Заболевания, вызванные воздействием химических факторов. 2. Заболевания вследствие физической нагрузки, а также однообразных, часто повторяющихся движений, вынужденной позы. 3. Заболевания, вызванные физическими факторами (нагрев или охлаждение, микроклимат, шум, ультрафиолетовое и инфракрасное излучение ). В последние годы наблюдается повышение уровня заболеваемости нервно - мозгового аппарата в связи с использованием одинаковых, часто повторяющихся движений и физической нагрузкой. Эти заболевания регистрируются на участках, где производственный процесс частично автоматизирован и механизирован, или используется только ручной труд. В каждом производственном среде на организм человека одновременно могут действовать несколько вредных факторов, или взаимно компенсируются, или накладываются друг на друга, вредно влияя на здоровье человека. Наличие опасных и вредных производственных факторов является неотъемлемым следствием сварочного процесса. Среди них наибольшую угрозу для здоровья сварщиков составляет сварочный аэрозоль (СА), от которого до сих пор сварщик защищен очень слабо. Влияние СА на организм приводит к бронхо-легочным заболеваниям. Пневмокониоз, оказавшийся у сварщиков, отработавших в сварочных цехах более 15 лет, и хронический бронхит, который возникает уже через 5 лет работы. При выполнении сварочных работ в недоступных для вентилирования замкнутых пространствах период развития пневмокониоза сокращается до 5 лет. Кроме того, есть данные, свидетельствующие о том, что влияние канцерогенных веществ шестивалентного хрома и никеля в составе СА на органы дыхания может повышать риск развития онкологических заболеваний. К профессиональным заболеваниям сварщиков относятся также интоксикация (отравление) марганцем, характеризующееся поражением центральной нервной системы. Наличие в воздухе высоких концентраций монооксида углерода может быть причиной как острого, так и хронического отравления. Влияние оксидов азота в закрытых помещениях может проявляться развитием отека легких. Повышенное содержание твердых и газообразных соединений фтора в СА приводит к поражению слизистой оболочки верхних дыхательных путей, бронхов, развития бронхопневмонии. Озон в малых количествах имеет раздражающее действие, а в больших - разрушительное действие на верхние дыхательные пути. К неспецифическим заболеваниям, причиной которых является СА, принадлежат функциональные нарушения центральной нервной и сердечно-сосудистой систем, аллергические заболевания, половые осложнения т.п.. Все виды сварки металлов открытой дугой, за исключением сварки под флюсом, являются источником видимого излучения, ультрафиолетовых (УФ) лучей, искр и брызг расплавленного металла и шлака. Большинство этих процессов сопровождается инфракрасным (ИК) излучением сварочной дуги и нагретого основного металла. При различных способах сварки на долю излучения в УФ области спектра приходится 1...40% интегральной интенсивности лучистого потока. С увеличением силы сварочного тока и напряжения дуги интенсивность УФ составляющей излучения оптического диапазона повышается. Спектр излучения смещается в сторону коротких волн. Состав покрытия электродов и материал присадок также влияют на интенсивность и спектр УФ излучения. Наибольшее влияние на величину УФ радиации выявляет состав защитного газа. С увеличением содержания аргона в защитной газовой смеси интенсивность УФ излучения повышается. Введение в защитную среду углеродного газа и гелия вызывает смещение спектра излучения в сторону коротких волн. С увеличением расстояния от дуги интенсивность УФ радиации снижается. Облучение тела сварщика зависит от отражающих и пропускных свойств спецодежды. Влияние УФ излучения на незащищенные глаза может привести к электроофтальмии , ухудшению зрения, конъюнктивиту и другим заболеваниям. Сварочный процесс является одним из мощных производственных источников инфракрасного излучения. Его влиянию подлежат не только непосредственно сварщики, но и рабочие других специальностей, находящихся поблизости. ИК излучение при сварке изделий с подогревом, особенно крупных деталей, является фактором, формирующим условия микроклимата в производственных помещениях. В зависимости от силы сварочного тока, температуры дуги и сварочной ванны, степени подогрева и других условий, излучение имеет различный спектральный состав и охватывает диапазон 0,76... 10 мкм и более. Интенсивность облучения рабочих мест колеблется в пределах 100... 2450 Вт/м2. Интенсивность ИК излучения зависит от режимов сварки, мощности дуги и возрастает от 350... 400 Вт/м2 при сварке покрытыми электродами на режимах 150... 200 А до 1200... 1500 Вт/м2, при сварке цветных металлов в инертных газах, а также предварительно нагретых конструкций. Негативное влияние на здоровье сварщиков производит также переохлаждение организма во время строительно-монтажных работ в холодный период года. Уровень шума, создаваемого дугой, зависит от режима сварки. Так, при механизированной сварке в углекислом газе при изменении силы тока от 200 до 450 А уровень шума возрастает от 86 до 97 дБА, а при сварке в аргоне увеличение тока от 150 до 500 А приводит к росту интенсивности шума от 90 до 150 дБА, т.е. на отдельных режимах превышает норму. Вместе с тем, кроме шума, созданного дугой и сварочным оборудованием, на работающих могут воздействовать и другие источники шума, которые создаются при работе технологического оборудования. Психофизиологическое воздействие на сварщика проявляется в виде физических и нервно-психических нагрузок. Физические нагрузки вызывают у человека статические и динамические напряжения, зависящие от массы сварочного инструмента, гибкости шлангов и проводов, длительности непрерывной работы, поддержание рабочей позы. В результате статического перенапряжения может возникнуть заболевание нервно-мышечного аппарата плечевого пояса. Нервно-психические нагрузки приводят к перенапряжению зрительных анализаторов и возникновению нервно-эмоционального напряжения у сварщиков. Эти нагрузки зависят от напряжения зрения, вызванного непрерывными наблюдениями за недостаточно контрастными элементами зоны сварки небольших размеров (сварочная ванна, зазор в стыке, глубина кратера, шов, затвердевает и т.д.), ответственностью за высокое качество сварных соединений и сложностью работы. Перенапряжение зрительных анализаторов может привести к усталости и как следствие - к нарушению сократительной функции мышц глаз. Нервно-эмоциональное напряжение может нарушить функциональное состояние сердечно-сосудистой и центральной нервной систем (повышение артериального давления, изменение латентного (скрытого) периода двигательно-моторной реакции). Статистика проф заболеваний сварщиков (%): Интоксикация марганцем ....................................................... 40-45 Заболевания опорно-двигательного аппарата верхних конечностей ......... 9 Неврит слухового аппарата ........................................................... 7 Отравление: сварочными аэрозолями (кроме марганца) .............................. 4 Сопутствующие заболевания: Функциональные нарушения нервной системы ................................ 46 Изменения верхних дыхательных путей (фарингит) .............................. 30 Бронхиты, эмфизема легких ........................................................ 10 Желудочно-кишечные заболевания (гастрит, язва) .............. 14 Неблагоприятное воздействие вредных факторов на здоровье работников и вызванные ими профессиональные заболевания в сварочном производстве можно разделить на три основные группы: 1. Заболевания, вызванные воздействием химических факторов. 2. Заболевания вследствие физической нагрузки, а также однообразных, часто повторяющихся движений, вынужденной позы. 3. Заболевания, вызванные физическими факторами (нагрев или охлаждение, микроклимат, шум, ультрафиолетовое и инфракрасное излучение ). В последние годы наблюдается повышение уровня заболеваемости нервно - мозгового аппарата в связи с использованием одинаковых, часто повторяющихся движений и физической нагрузкой. Эти заболевания регистрируются на участках, где производственный процесс частично автоматизирован и механизирован, или используется только ручной труд. В каждом производственном среде на организм человека одновременно могут действовать несколько вредных факторов, или взаимно компенсируются, или накладываются друг на друга, вредно влияя на здоровье человека. Наличие опасных и вредных производственных факторов является неотъемлемым следствием сварочного процесса. Среди них наибольшую угрозу для здоровья сварщиков составляет сварочный аэрозоль (СА), от которого до сих пор сварщик защищен очень слабо. Влияние СА на организм приводит к бронхо-легочным заболеваниям. Пневмокониоз, оказавшийся у сварщиков, отработавших в сварочных цехах более 15 лет, и хронический бронхит, который возникает уже через 5 лет работы. При выполнении сварочных работ в недоступных для вентилирования замкнутых пространствах период развития пневмокониоза сокращается до 5 лет. Кроме того, есть данные, свидетельствующие о том, что влияние канцерогенных веществ шестивалентного хрома и никеля в составе СА на органы дыхания может повышать риск развития онкологических заболеваний. К профессиональным заболеваниям сварщиков относятся также интоксикация (отравление) марганцем, характеризующееся поражением центральной нервной системы. Наличие в воздухе высоких концентраций монооксида углерода может быть причиной как острого, так и хронического отравления. Влияние оксидов азота в закрытых помещениях может проявляться развитием отека легких. Повышенное содержание твердых и газообразных соединений фтора в СА приводит к поражению слизистой оболочки верхних дыхательных путей, бронхов, развития бронхопневмонии. Озон в малых количествах имеет раздражающее действие, а в больших - разрушительное действие на верхние дыхательные пути. К неспецифическим заболеваниям, причиной которых является СА, принадлежат функциональные нарушения центральной нервной и сердечно-сосудистой систем, аллергические заболевания, половые осложнения т.п.. Все виды сварки металлов открытой дугой, за исключением сварки под флюсом, являются источником видимого излучения, ультрафиолетовых (УФ) лучей, искр и брызг расплавленного металла и шлака. Большинство этих процессов сопровождается инфракрасным (ИК) излучением сварочной дуги и нагретого основного металла. При различных способах сварки на долю излучения в УФ области спектра приходится 1...40% интегральной интенсивности лучистого потока. С увеличением силы сварочного тока и напряжения дуги интенсивность УФ составляющей излучения оптического диапазона повышается. Спектр излучения смещается в сторону коротких волн. Состав покрытия электродов и материал присадок также влияют на интенсивность и спектр УФ излучения. Наибольшее влияние на величину УФ радиации выявляет состав защитного газа. С увеличением содержания аргона в защитной газовой смеси интенсивность УФ излучения повышается. Введение в защитную среду углеродного газа и гелия вызывает смещение спектра излучения в сторону коротких волн. С увеличением расстояния от дуги интенсивность УФ радиации снижается. Облучение тела сварщика зависит от отражающих и пропускных свойств спецодежды. Влияние УФ излучения на незащищенные глаза может привести к электроофтальмии , ухудшению зрения, конъюнктивиту и другим заболеваниям. Сварочный процесс является одним из мощных производственных источников инфракрасного излучения. Его влиянию подлежат не только непосредственно сварщики, но и рабочие других специальностей, находящихся поблизости. ИК излучение при сварке изделий с подогревом, особенно крупных деталей, является фактором, формирующим условия микроклимата в производственных помещениях. В зависимости от силы сварочного тока, температуры дуги и сварочной ванны, степени подогрева и других условий, излучение имеет различный спектральный состав и охватывает диапазон 0,76... 10 мкм и более. Интенсивность облучения рабочих мест колеблется в пределах 100... 2450 Вт/м2. Интенсивность ИК излучения зависит от режимов сварки, мощности дуги и возрастает от 350... 400 Вт/м2 при сварке покрытыми электродами на режимах 150... 200 А до 1200... 1500 Вт/м2, при сварке цветных металлов в инертных газах, а также предварительно нагретых конструкций. Негативное влияние на здоровье сварщиков производит также переохлаждение организма во время строительно-монтажных работ в холодный период года. Уровень шума, создаваемого дугой, зависит от режима сварки. Так, при механизированной сварке в углекислом газе при изменении силы тока от 200 до 450 А уровень шума возрастает от 86 до 97 дБА, а при сварке в аргоне увеличение тока от 150 до 500 А приводит к росту интенсивности шума от 90 до 150 дБА, т.е. на отдельных режимах превышает норму. Вместе с тем, кроме шума, созданного дугой и сварочным оборудованием, на работающих могут воздействовать и другие источники шума, которые создаются при работе технологического оборудования. Психофизиологическое воздействие на сварщика проявляется в виде физических и нервно-психических нагрузок. Физические нагрузки вызывают у человека статические и динамические напряжения, зависящие от массы сварочного инструмента, гибкости шлангов и проводов, длительности непрерывной работы, поддержание рабочей позы. В результате статического перенапряжения может возникнуть заболевание нервно-мышечного аппарата плечевого пояса. Нервно-психические нагрузки приводят к перенапряжению зрительных анализаторов и возникновению нервно-эмоционального напряжения у сварщиков. Эти нагрузки зависят от напряжения зрения, вызванного непрерывными наблюдениями за недостаточно контрастными элементами зоны сварки небольших размеров (сварочная ванна, зазор в стыке, глубина кратера, шов, затвердевает и т.д.), ответственностью за высокое качество сварных соединений и сложностью работы. Перенапряжение зрительных анализаторов может привести к усталости и как следствие - к нарушению сократительной функции мышц глаз. Нервно-эмоциональное напряжение может нарушить функциональное состояние сердечно-сосудистой и центральной нервной систем (повышение артериального давления, изменение латентного (скрытого) периода двигательно-моторной реакции). Статистика проф заболеваний сварщиков (%): Интоксикация марганцем ....................................................... 40-45 Заболевания опорно-двигательного аппарата верхних конечностей ......... 9 Неврит слухового аппарата ........................................................... 7 Отравление: сварочными аэрозолями (кроме марганца) .............................. 4 Сопутствующие заболевания: Функциональные нарушения нервной системы ................................ 46 Изменения верхних дыхательных путей (фарингит) .............................. 30 Бронхиты, эмфизема легких ........................................................ 10 Желудочно-кишечные заболевания (гастрит, язва) .............. 14  Мероприятия по улучшению условий труда сварщиков, принятые в предыдущие годы, не дали заметных положительных результатов. Проблема создания здоровых и безопасных условий труда сварщиков остается актуальной. Для ее решения необходим более радикальный подход, в частности, как показывает мировой и отечественный опыт, надо совместить технологические и санитарно-технические мероприятия что, а также применять средства индивидуального защиты органов дыхания (СИЗОД ) сварщиков. Первое направление – технологическое - предполагает снижение уровня выделения СА в воздух путем усовершенствования процесса сварки, выбора технологии и способа сварки, вида и марки сварочного материала, защитного газа и режима сварки. Второе направление - санитарно-техническое - предусматривает локализацию и нейтрализацию СА путем применения современных эффективных средств местной вентиляции. Третье направление - применение СИЗОД нового поколения, позволяет защищать органы дыхания сварщиков в различных производственных условиях. В зависимости от условий труда, а также от требований к качеству сварного соединения, необходимо пользоваться комплексом этих мероприятий, или отдельными из них. Мероприятия по улучшению условий труда сварщиков, принятые в предыдущие годы, не дали заметных положительных результатов. Проблема создания здоровых и безопасных условий труда сварщиков остается актуальной. Для ее решения необходим более радикальный подход, в частности, как показывает мировой и отечественный опыт, надо совместить технологические и санитарно-технические мероприятия что, а также применять средства индивидуального защиты органов дыхания (СИЗОД ) сварщиков. Первое направление – технологическое - предполагает снижение уровня выделения СА в воздух путем усовершенствования процесса сварки, выбора технологии и способа сварки, вида и марки сварочного материала, защитного газа и режима сварки. Второе направление - санитарно-техническое - предусматривает локализацию и нейтрализацию СА путем применения современных эффективных средств местной вентиляции. Третье направление - применение СИЗОД нового поколения, позволяет защищать органы дыхания сварщиков в различных производственных условиях. В зависимости от условий труда, а также от требований к качеству сварного соединения, необходимо пользоваться комплексом этих мероприятий, или отдельными из них. Кроме статьи "Профессиональные заболевания сварщиков" смотрите также: nanolife.info
www.autowelding.ru Условия труда сварщикаПри отсутствии местной вытяжной вентиляции в зоне дыхания сварщика, выполняющего электродуговую сварку, вне зависимости того, где проводятся работы - на открытом воздухе или в помещении с общей вентиляцией - концентрации вредных веществ всегда в десятки, а в закрытых и полузакрытых объемах и стесненных условиях - в разы и десятки раз превышают предельно допустимые концентрации (ПДК).Работа при 6-10 кратном превышении ПДК уже через 5-7 лет приводит к профессиональным заболеваниям органов дыхания, нервной системы и других органов с развитием инвалидности сварщика и выбыванием из профессии высококвалифицированных кадров. Сварщики с начальными явлениями профессиональной патологии, еще не выявленной при периодических медицинских обследованиях, работают хуже и с большими ошибками, чем здоровые. Рабочий в этих условиях начинает часто болеть простудными, аллергическими и другими общими заболеваниями. У него снижается производительность труда. Специалисты считают, от 20 до 40% трудовых потерь от общих заболеваний в стране прямо или косвенно зависят от условий труда. Более того, работа в неблагоприятных условиях труда сильно влияет на физиологическое состояние здорового рабочего. При тепловом воздействии сварки снижается работоспособность. По данным физиологов, при температурах порядка 26-28ºС работоспособность составляет 40 - 60% от работоспособности в оптимальных условиях. Вещества, образующиеся при сварке (окислы азота, аэрозоли хрома, никеля, соединения фтора), оказывают раздражающее и острое токсическое действие на человека и повышают общее напряжение организма. Углекислый газ при концентрациях выше 1,2-2,0% вызывает заметное снижение умственной и физической деятельности. Применяемые зачастую вместо вентиляции фильтрующие средства индивидуальной защиты органов дыхания сварщика создают помехи труду (усиливают амплитуду дыхания и соответственно непроизвольные колебание корпуса тела, что снижает точность работы), повышают утомляемость рабочих и увеличивают тяжесть труда на один класс. По действующим в России «Перечням работ», работа сварщика по условиям труда относится к тяжелой и вредной. Профессиональные заболевания сварщиков, например, в Петербурге выходят на первое место среди других профессий. Исследованиями СПб Медицинской академии последипломного образования (МАПО) определено, что в современных условиях предприятий металлообрабатывающей промышленности и судостроения количество пострадавших сварщиков от профессиональных заболеваний в процентном соотношении от числа работающих составляло от 0,7 и до 11% работающих. Специалисты СПБ ВАПО гарантируют сварщику, работающему на открытых площадках при отсутствии вентиляции, развитие профессиональной патологии через 7, а в закрытых помещениях - через 5 лет работы. Рабочий, находясь в неблагоприятных условиях труда для выполнения работы, может иметь несколько степеней свободы:
Каждый из этих вариантов имеет свою цену как для рабочего, так и для предприятия. В жизни наиболее распространен вариант № 3, но так как никто не знает связи частоты и времени перерывов и полученной дозы вредных веществ, то этот вариант (также как и вариант №2) обязательно ведет к потере профессиональной работоспособности и снижению выработки. Сварщик преждевременно выбывает из трудового процесса. На его место приходит другой, пока еще здоровый рабочий. Сварщик, если он сформирован как социальная личность, заинтересован в сохранении работоспособности. Сохранить способность к эффективному труду и преодолеть последствия профессионального стресса человек может двумя путями:
Для воспроизводства труда человеческий организм должен обеспечиваться энергетикой и пластическими материалами пищи. Необходимое количество и качество пищи в первую очередь определяется энергетическими тратами в процессе труда, иными словами - тяжестью труда. Неблагоприятные условия труда не менее чем на 10% увеличивают расход энергии и потребность в питательных веществах. Количество пищи человек определяет сам, так как доступных рекомендаций по питанию в настоящее время у нас нет. Пища стоит денег. Чем тяжелее и вреднее труд, тем больше человек должен тратить на питание и выше должна быть его заработная плата. Чем лучше условия труда, тем больше средств остается у рабочего для восстановления сил, тем дольше он живет и работает. В покое основной обмен энергии, обеспечивающий жизнедеятельность организма, составляет 1 килокалорию на 1 килограмм массы тела в час. Молодой мужчина весом 70 кг расходует в покое примерно 1,1 Ккал/мин. У женщин основной обмен на 5-10 % ниже, чем у мужчин, а у пожилых людей на 10-15% ниже, чем у молодых. При выполнении работы, а также при движении расход энергии возрастает. Средний по тяжести труд сварщика мужчины сопровождается суточным расходом порядка 3100 килокалорий энергии. В таблице 1, 2 приведены значения затрат энергии и основных компонентов питания (без витаминов)
Некоторые ингредиенты пищи необходимы не только для покрытия пластических и энергетических потребностей организма, но и для нейтрализации токсических веществ, поступающих в организм. Например, серосодержащие аминокислоты некоторых белков (молока, сыра, морской рыбы) нейтрализуют соли тяжелых металлов, повышают устойчивость к радиации. Витамины С, В1 и В2, В6, B12, В15 и Е участвуют в обезвреживании органических растворителей и тяжелых металлов, защищают печень и другие органы от поражений вредными веществами. Известен положительный опыт применения поливитаминов и тонизирующих напитков на основе радиолы розовой, заманихи, лимонника при работе в условиях нагревающего микрок xn--e1afmdcbhkihdej.xn--p1ai Профессия сварщика - опасна и труднаЕжедневно сварщик, выполняя сварочные работы, подвергается опасности обжечься, травмировать себя, повредить глаза, органы слуха, приобрести заболевание легких, есть угроза быть пораженным электрическим током. Для того, чтобы всего этого не случилось, всегда необходимо помнить и соблюдать технику безопасности. В большинстве случаев сварщик травмируется именно в результате пренебрежения мерами предосторожности, от которых зависит его здоровье. Сварщики из-за негативного влияния сварочных работ на организм со временем приобретают хронические заболевания. Уже через 15 лет непрерывной сварочной деятельности сварщик вполне может стать профессионально непригодным к дальнейшей работе. И если сварщик начал свою деятельность в 25, то в 40 он мало того, что уже будет нетрудоспособным, но и еще вполне может стать инвалидом. Согласитесь, что все это звучит достаточно страшно и печально. В основном это случается из-за того, что сварочный аппарат, недостаточно качественный и усовершенствованный, из-за того, что сварщик недооценивает его вредное воздействие и пренебрегает заботой о собственной защите. Каждый сварщик должен максимально себя защищать — непозволительно выполнять сварочные работы без специальной огнеупорной маски и очков. Но, к сожалению, большая часть сварщиков халатно к этому относятся и в результате через время начинают терять зрение. Чтобы как можно дольше сохранить зрение, необходимо во время сварочных работ одевать маску с автоматическими светофильтрами, которая способна надежно защитить глаза. Каждый сварщик должен помнить свою главную профессиональную заповедь — никогда не работать без маски. Тем более, сейчас производители таких масок заботятся о том, чтобы сварщик находясь в ней, не ощущал дискомфорта (узнать больше). И для этого делают легкие маски, у которых широкий угол обзора, в которых сварщик свободно дышит, не ощущает чрезмерного давления на лицо. Самыми распространенными хроническими заболеваниями, которым подвержены сварщики в результате их профессиональной деятельности являются — пневмокониоз, профессиональный бронхит, гиперчувствительный пневмонит, бронхиальная астма. Каждый сварщик, имеющий за плечами десятилетний стаж, может быть обладателем одного из этих заболеваний. Не спасет от них, даже то, что сварщик вдохнет допустимую норму — 13 грамм оксида железа в год. На конференции главный профпатолог г. Москвы Бурмистрова Т. Б. поведал всем присутствующим о том, что появилось еще одно заболевание легких — гиперчувствительный пневмонит, которому подвержены сварщики. Оно возникает в результате попадания цветных металлов, таких как никель и хром, которые содержатся в сварочном аэрозоле, в легкие. Сварщика, заболевшего бронхитом, астмой, следует госпитализировать в профпатологический стационар. Если же в результате ошибочной диагностики, поместить его в иное место и прописать неправильный курс лечения, не учтя, что больной сварщик, то это может поспособствовать инвалидности. Панацея легочным заболеваниям у сварщиков существует — маски с принудительной подачей воздуха помогут избежать профессиональных заболеваний и помогут сохранить самое ценное — здоровье. www.fainaidea.com техника, уроки и все подробности Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом. Ряд нюансов, незаметных на первый взгляд, играют большую роль в итоговом качестве шва.Оборудование и экипировка
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель. Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз. Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы Основы ручной сваркиПри сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
Очень подробный урок про ручную дуговую сварку Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов. В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Основы обучения электросварке
Розжиг дуги можно осуществить одним из двух способов:
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака. Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода. При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода. Сваривая тонкий металл, нужно придерживаться следующих правил:
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу. Еще один еще более большой обучающий материал, рекомендуем к просмотру Резка металла электродом
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ. Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко. ЗаключениеРучная сварка электродом – это хотя и трудный для освоения, но одновременно и наиболее универсальный процесс, хорошо отрабатывающий умение контролировать поведение расплавленного металла во время ведения шва.Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится. generatorexperts.ru |
Цельнозерновые злаковые
Цельнозерновые злаковые – это «медленные» углеводы. Тут и хлеб, и макаронные изделия, хотя бы на 50% состоящие из цельнозерновой муки, и нешлифованный коричневый рис.
Жиры
Только полезные жиры! Оливковое, рапсовое, подсолнечное и другие растительные масла подойдут для салата.
Фрукты
Употребляйте достаточно фруктов – всех цветов и размеров. Они обеспечивают вас витаминами и микроэлементами и отлично заменят десерт. |


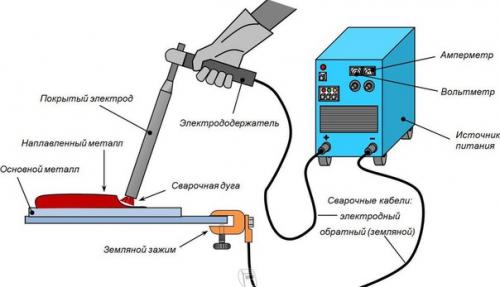
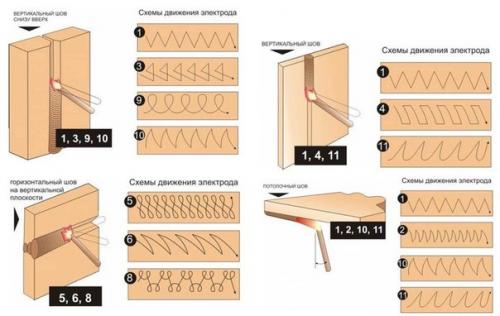
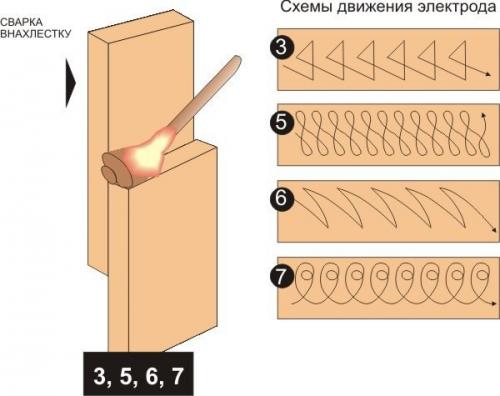
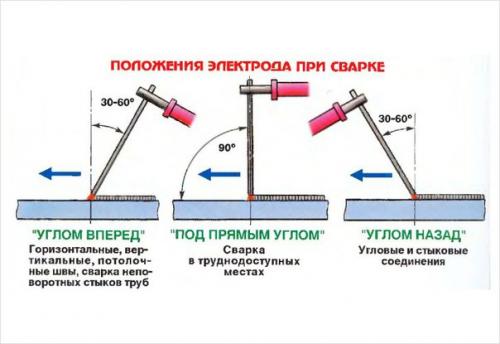

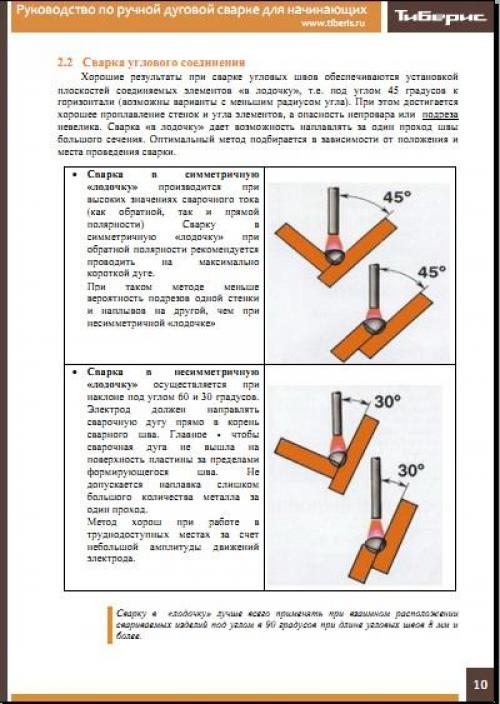




 Итак, что потребуется начинающему сварщику?
Итак, что потребуется начинающему сварщику?
 Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.

 Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.








